目前,船舶在分段,总段合拢时,分段、总段间的管线需要采用合适的短管进行连 接,这些需要连接的管线为待合拢管,而待合拢管之间,用于管线合拢的短管称为合拢管。与设计图纸相比,实际的管子施工存在一定的精度误差,导致在合拢时,待合拢管 管口的位置存在一定的偏移或扭转,因此合拢管的加工尺寸图纸常常无法预先设计。现阶 段国内船厂在处理合拢管问题上通常分两步:
步骤一:对待合拢管进行打样和法兰匹配,并用角铁将匹配法兰电焊定位,以此作 为合拢管加工的尺寸模型件。
步骤二:将模型件搬运到管线加工平台上,测量模型件上两个匹配法兰的相对位 置,再由工人凭借自己的经验进行直管加工、弯管加工和法兰装配,并在装配过程中不断的 根据实际情况对直管和弯管进行切割或者更换,在各连接处配合合适又开始正式的焊接。
这种加工过程没有正规的加工图纸,制造的随意性大,可重复性差,对工人的经验 技术水平要求高,加工过程耗时长,材料浪费严重,而且这样制作出来的合拢管精度不高, 在合拢管安装时经常出现螺栓孔位置不正确、法兰密封面贴合不紧密、合拢管长度不适合 等情况,一旦出现这些问题,就要将合拢管吊出船舱重新加工,极大的延长船舶建造时间。
韩国开大邱大学实验室研制开发了"合拢管三维测量"装置,该装置主要部件包括 测量底座1个、拉线位移传感器1台、带压力传感器的伺服电机2台、角度位移传感器2台 和相关电路设备,该装置设计精密,体积小巧,测量精度极高,但其制作成本过高,限制了推 广。
我国江苏阳明船舶装备制造技术有限公司根据韩国产品仿制开发的"合拢管设计 制造系统"功能强大,配套齐全,能够满足管路测量、自动出图和管子制造全过程制造。产品 的测量部分由拉绳位移传感器模块、计算控制器模块、PDA传输模块三部分组成,能在现场 较准确测量、还原两端面法兰的相对位置。但其设备过多,体积偏大,操作繁琐,对操作人员 要求较高,同时产品的测量部分需要三个拉绳位移传感器同时工作,在使用时可能会发生 线垂现象,影响测量精度。
发明内容
本实用新型的目的在于提供一种改进的测量装置,它可克服现有技术中成本高, 精度低,体积大,操作繁琐的一些不足。为了实现上述目的,本实用新型的技术方案是:一种测量装置,其特征在于:所述 的装置包括测量底座,测量底座上设有拉线位移传感器,所述的拉绳位移传感器与数据存 储器。使用时,本实用新型所述的一种测量装置,包括测量底座,拉绳位移传感器,PDA数 据存储器和配套的软件。测量底座固定在第一待合拢管法兰端面上,由基座,定位螺栓,把 手,旋转架,旋转架转轴,拉绳位移传感器定位螺栓,底座丝杆,底座丝杆转柄,底座丝杆卡 爪。拉线位移传感器固定在测量底座上,包括线头卡爪,由线头卡爪将线头固定于第二待合 拢管法兰端面上。数据存储器通过数据传输线连接于拉线位移传感器,配套的软件最终形 式为AutoCAD插件。本实用新型的有效效果是:可以快速测量待合拢管法兰的空间相对位 置,并提供合拢管的三位模型以及配套的加工示意图,该装置结构简单,成本低,操作方便, 灵活,测量结果准确而且能够自动出图。
附图说明
图1为本实用新型待合拢管和合拢管结构示意图。
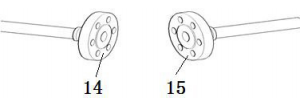
图2为本实用新型一实施例的结构示意图。
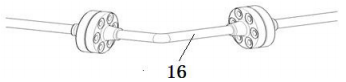
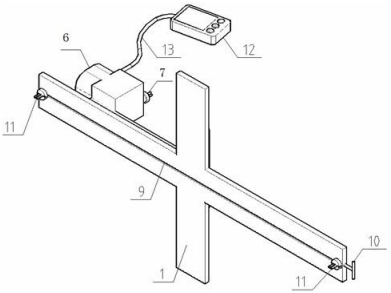
图3为本实用新型一实施例的又一结构示意图。
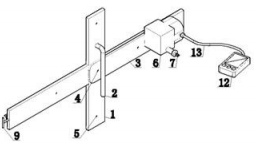
图4-图7为本实用新型的测量原理示意图。
具体实施方式 :
下面结合附图和实施例对本实用新型作进一步的描述。
各附图中的标号表示如下:1基座、2定位螺栓、3把手、4旋转架、5旋转架转轴、6 拉线传感器定位螺栓、7拉线位移传感器、8线头卡爪、9底座丝杆、10底座丝杆转柄、11底座 丝杆卡爪、12数据存储器、13数据传输线、14待合拢管、15合拢管、16法兰。
本实用新型所述的一种测量装置,其与现有技术的区别在于:所述的装置包括测 量底座,测量底座上设有拉线位移传感器,所述的拉线位移传感器与数据存储器。所述的测 量底座由基座、把手和旋转架连接而成,基座上设有旋转架转轴,固定旋转架通过定位螺栓 与基座固定连接,移位传感器通过移位传感器定位螺栓与旋转架固定连接。基座的一侧设 有把手和旋转架,基座的另一侧设有底座丝杆,底座丝杆的一端设有底座丝杆转柄,底座丝 杆上设有与之相配合的底座丝杆卡爪。拉线位移传感器上附有线头卡爪,数据存储器通过 数据传输线与拉线位移传感器相连。
实施本实用新型的测量装置,具有以下有益效果:
1 :测量原理简单,只需要使用一个拉线位移传感器测量空间 距离,在操作上减少了线垂现象。
2 :采用PDA数据存储器作为测量终端设备,可以运行复杂较 数学计算。
3 :通过PDA数据存储器与电脑上的配套软件连接,实现较好 的可视化效果。
4 :操作灵活简单,耗数据录入到生成加工小票时间小于15 分钟。
5:具有自动比对优化功能,优先选择通用弯角模型,好料最少,最易加工的管路形状出图。
6:能够优化生成合拢管三位模型以及配套的规范加工小票, 满足企业管子加工生产要求。
7 :设备简单,体积小,整体质量小于8KG
8 测量精度高,达到lmm/m
9 :生产成本低,便于推广使用。
实施中,本实用新型提出一种测量装置,用于测量以得到船舶合拢管法兰的空间 相对位置,并提供合拢管加工示意图。
参照图1,图1所示为实用新型实施例中测量装置所要测量的待合拢管和通过测 量装置所得到的合拢管。
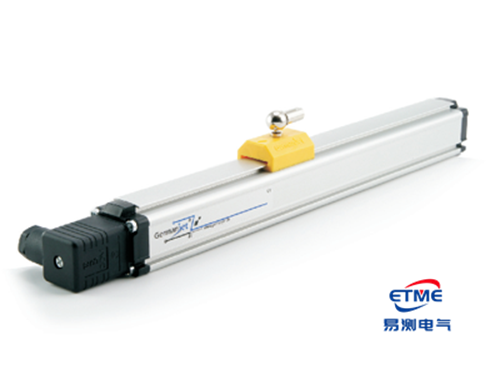
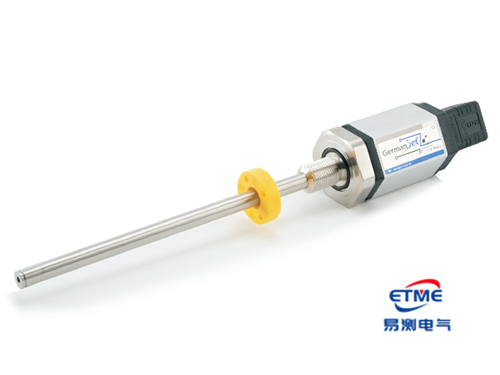
参照图2、3,图2、3所示为本实用新型实施例中测量装置的立体结构示意图,该测 量装置包括测量底座、拉线位移传感器、PDA数据存储器和配套软件.
进一步地,测量底座由基座1、定位螺栓2、把手3、旋转架4、旋转架转轴5、拉线传 感器定位螺栓6、底座丝杆9、底座丝杆转柄10、底座丝杆卡爪11组成。基座1为测量底座 机架结;定位螺栓2用来固定旋转架;把手3用来固定底座贴合法兰面;旋转架4携拉线位移传感器6移动;旋转架转轴5为旋转架4的旋转结构;拉线位移传感器定位螺栓6固定拉线位移传感器7于旋转架4 ;底座丝杆9连接底座丝杆卡爪11 ;底座丝杆转柄10控制底座 丝杆9运动;底座丝杆卡爪11为将测量底座于法兰面定位的结构。
进一步地,拉线位移传感器7上附有线头卡爪8,用于固定拉线位移传感器线头于 待测合拢管法兰端面。
进一步地,PDA数据存储器12通过数据传输线13接收存储拉线位移传感器7的 测量数据,同时向拉线位移传感器7供电。
图4-7所示为测量原理示意图,通过底座丝杆卡爪11将测量底座固定于法兰端面α;将旋转架4将拉线位移传感器7旋转至A点,通过定位螺栓2将旋转架4固定。利用线 头卡爪8将拉线位移传感器线头固定于法兰端面βh的点D,通过内置磁解码器将拉线距 离转化为数字信号输出,由PDA数据存储器12记录点A、D之间相对位移AD,同理分别调节 旋转架4至B、C点固定,通过PDA数据存储器12记录点B、C到点D的相对距离BD、CD,通 过PDA数据存储器12自动汇总AD、BD、⑶为点D的参数包。采用相同方法得到法兰端面p β上E、F点的参数包。
进一步地,将PDA数据存储器12与电脑上的配套软件连接,自动生成以上各点坐 标的参数包TXT文件,通过测得的AD、BD、CD、AE、BE、CE、AF、BF、CF相对距离,计算两个法 兰端面α、β的空间相对位置。
进一步地,根据计算所得的法兰端面,α、β的空间相对位置,通过软件自动计算待 合拢管所有可能的布置方案,并根据弯角最优、形线最短等原则选取最优管路形状。
进一步地,根据所选取的最优管路形状,通过软件自动生成管路形线图纸,图纸信 息包括管子属性,法兰接头属性、自动尺寸标注、短管装配数据、管件加工明细、弯管机弯管 数据等,并自动输出三维模型和加工小票。
参照图4,图4所示为本实用新型实施例中配套软件所输出的管路图纸信息。
采用本实用新型所提供的测量装置不仅可以满足测量精度要求,还可以实现自动 出图,本实用新型减小了测量装置的体积与重量,简化了测量装置的操作,降低了制造成 本。